一种锥面零件的工艺过程分析
李顺
(中国电子科技集团公司第四十五研究所,北京,100176)
摘要:带锥面的轴类零件在设备中属于常见的配合零件,通常这类零件图纸中锥面和圆面都会有形位公差要求,这些精度往往因加工中装夹造成的误差而导致加工难度增加。本文介绍了一种带有内锥、外锥的零件的工艺加工过程,并进一步介绍了在现有磨床设备无法直接装夹的情况下,如何合理设计工装来减少累计误差,完成磨削加工,旨在为同类锥面类零件的工艺过程编制提供参考。
关键词:轴类零件;设备工艺;过程分析
图1是我所某设备上的一种轴类零件,该零件在加工中的重点是保证内锥面和外锥面以及外圆位置相互位置关系(跳动度)。在工艺路线拟制过程中,既要考虑淬火后变形对余量的影响,也要考虑锥面硬度高对加工的影响,公差等级达到3级需要靠磨削保证。因各圆面无法在一次装夹中加工成型,而多次装夹造成的误差会影响到精度,所以装夹中保证形位公差要求是零件加工难点。
1、工艺思路结合以往轴类零件的加工经验,该零件的主要工艺路线如下(部分工序不做重点分析,此处省略):焊接前,先完成各单独零件的半精加工。件1的内锥面和φ92、φ114外圆面及件1左右两端面留精加工余量,左端面留余量是因为有垂直度要求,而右端留余量因为在焊接后右端面会因焊渣导致平面度不好,影响美观。左端面各孔加工成尺寸(工件左端面有圆周均布螺纹孔,示意图没有显示出来)。件2外锥面及φ52外圆面留精加工余量,φ18孔自件2左端面车成不贯穿的盲孔,这是为了减少磨削用工装,详见下文介绍。件2中圆周均布螺孔暂不加工,因为焊接会对螺孔造成影响,所以安排到焊接后进行加工。
#45钢材质的焊接件,在焊接完成后进行一次退火处理。退火处理后进行车削加工,两处锥面及φ52、φ92、φ114外圆留磨削余量,件1右端面车平,左端面留磨削余量。件2右端加工磨削用顶尖孔(件1左端安装磨削工装,工装加工顶尖孔)。加工件2圆周均布螺孔,加工焊接件的其他剩余位置。图纸中工件内锥外锥表面要求HRC48—53,采用淬火处理。通过磨削保证最终的尺寸公差及形位公差要求。采用两顶磨的方式,磨削留有余量的外圆面及外锥面成尺寸,然后以外圆找正,磨削内锥面及左端面成尺寸。磨削过程中,需要通过两种工装来完成装夹,一种是为了使更多的加工面在一次装夹中完成来减少装夹次数,另一种是由于机床自身限制,无法直接装夹(参看图1)。
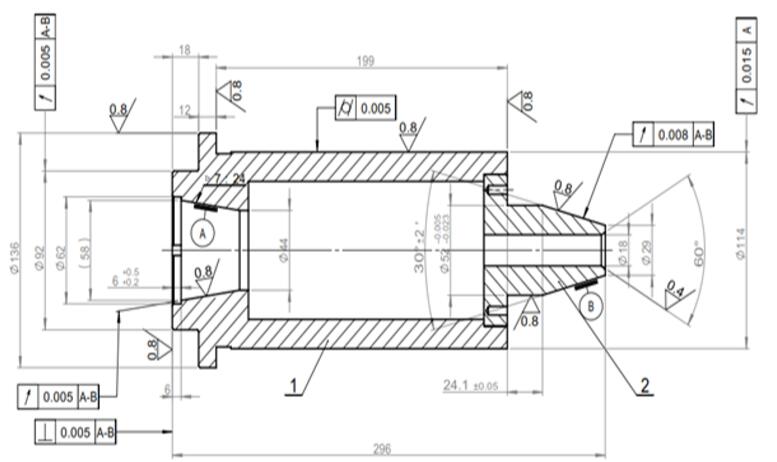
图1 零件示意图
2、加工关键点分析2.1件2中φ18孔的工序安排其中2号件中φ18孔放在哪一道工序进行加工是一处关键点。按照先粗后精地加工,φ18孔在单件加工中就可以加工成尺寸,不需要留在组合焊接后加工。但是在该工件的实际加工中,这一处φ18孔需要分成两道工序加工成型:首先是在单件的车削过程中车成盲孔,然后在精磨工序以后再安排一次车削加工达到尺寸。参看图2,焊接前的2号件加工中,φ18孔自2号件左端车成盲孔,深度至距离右端5mm。剩余的不加工位置是为了用于加工磨削用的顶尖孔,如果提前将φ18加工成通孔,那么磨削时就需要配做堵头来加工顶尖孔,而且需要每一个工件均配做一个堵头,这导致了工装材料成本和加工成本的增加。而如果在焊接前车削加工的时候不加工φ18孔,完全留在磨削后车成尺寸,那么过多加工量又会影响到磨削后的工件精度。综上考虑,最终φ18孔的加工采用预加工留余量的方式。
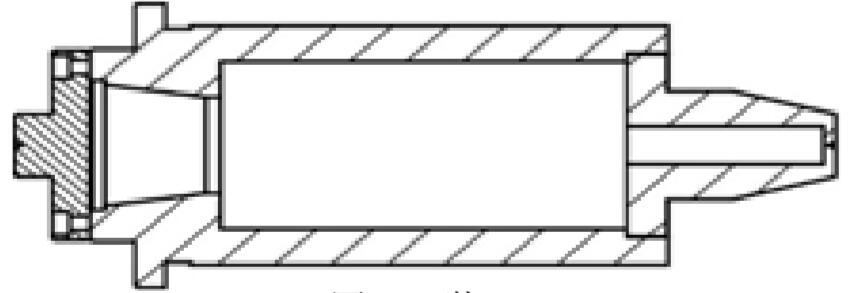
图2 工装一
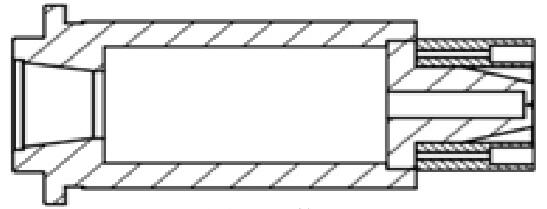
图3 工装二
2.2两处锥面磨削时的工装
通过对图纸各处精度位置的分析,理论上要保证径向圆跳动和端面圆跳动,需要先固定A-B轴线基准。而实际加工中,通常将外圆与外锥面在一次装夹中完成加工,这样减少了找正和装夹带来的误差,也节约了加工时间。这里,先将外圆的磨削及外锥面的磨削在一次装夹中完成,然后以外锥面或者外圆面(基准转移)进行装夹找正,磨削内锥面成型。但是,此时的关键问题是装夹位置。如图1所示,φ92外圆有形位公差要求,所以考虑到将该位置与外锥面一次装夹加工完成,此时,工件本身没有了合适的装夹位置,由此需要采用工装装夹使各面能在一次装夹中加工完成。通过分析研究,最终采用了图2所示的工装。工件本身左端面有均布螺纹孔(当前视图未显示),利用这些螺纹孔来与工装组合,便于工装位置的微调,这样只需要一件工装即可适用于所有工件。当然,实际加工中,考虑到工件数量多,可以做2~3个工装,这样在当前工件磨削的同时,可完成下一工件的工装组合,减少了因组装造成的机床闲置时间。工装组合后,利用两顶磨的方式,保证了各外圆面与外锥面的尺寸公差和形位公差要求。加工完成外圆及外锥后,去掉工装进行内锥面的磨削,此时优先考虑使用φ92外圆面作为找正基准,与外锥相连的φ52外圆面作为装夹位置。但是,由于我所现有的磨床设备限制,磨床三爪长度不足,无法对φ52外圆面进行装夹。所以,需要利用第二个工装,如图3所示,做一个与φ52外圆紧密配合的加长套以便于三爪的装夹。这时,需要提高φ52外圆的加工精度要求,需要各工件保证尺寸一致性,这样安装工装后,工装外圆与φ114外圆同轴度误差较小,节省找正时间。
3、结语
该工件在磨削过程中,通过工装减少了装夹找正次数,并且通过组合式的工装设计节约了加工工装的成本。同时虽然目前自有的磨床设备对该工件不便于装夹,但通过合理地利用工装来完成装夹,保证了加工的顺利进行。锥面磨削是在轴类零件中属于较为常见的工艺过程,以往的加工中,装夹找正的过程相对容易,而该工件加工中工装的使用,为不便于装夹的相似零件提供了参考。
参考文献:
[1]梁军,张亚林.离子渗氮技术研究和工艺[J].机械设计,2011(6).
[2]兰海,崔玉明,林嘉豪.锥面零件冲压工艺设计[J].模具工业,2012(3).